Printing Small TPU Parts
Printing small TPU parts with very low layers is hard, at least from my dozens of experiments. The biggest issues were incorrect layer heights, dragging of parts causing a filament blob after 2h into a print, and the worst, layer warping due to minimal first 5 layers of the material and small footprint.
I’m using a modified Fillamentum Flexfill 98A modified filament profile, modified printer settings, and modified print settings just to get this series of parts to print correctly.
The example we’re looking at is some Armattan Gecko parts from this Thingiverse @3DKwadz
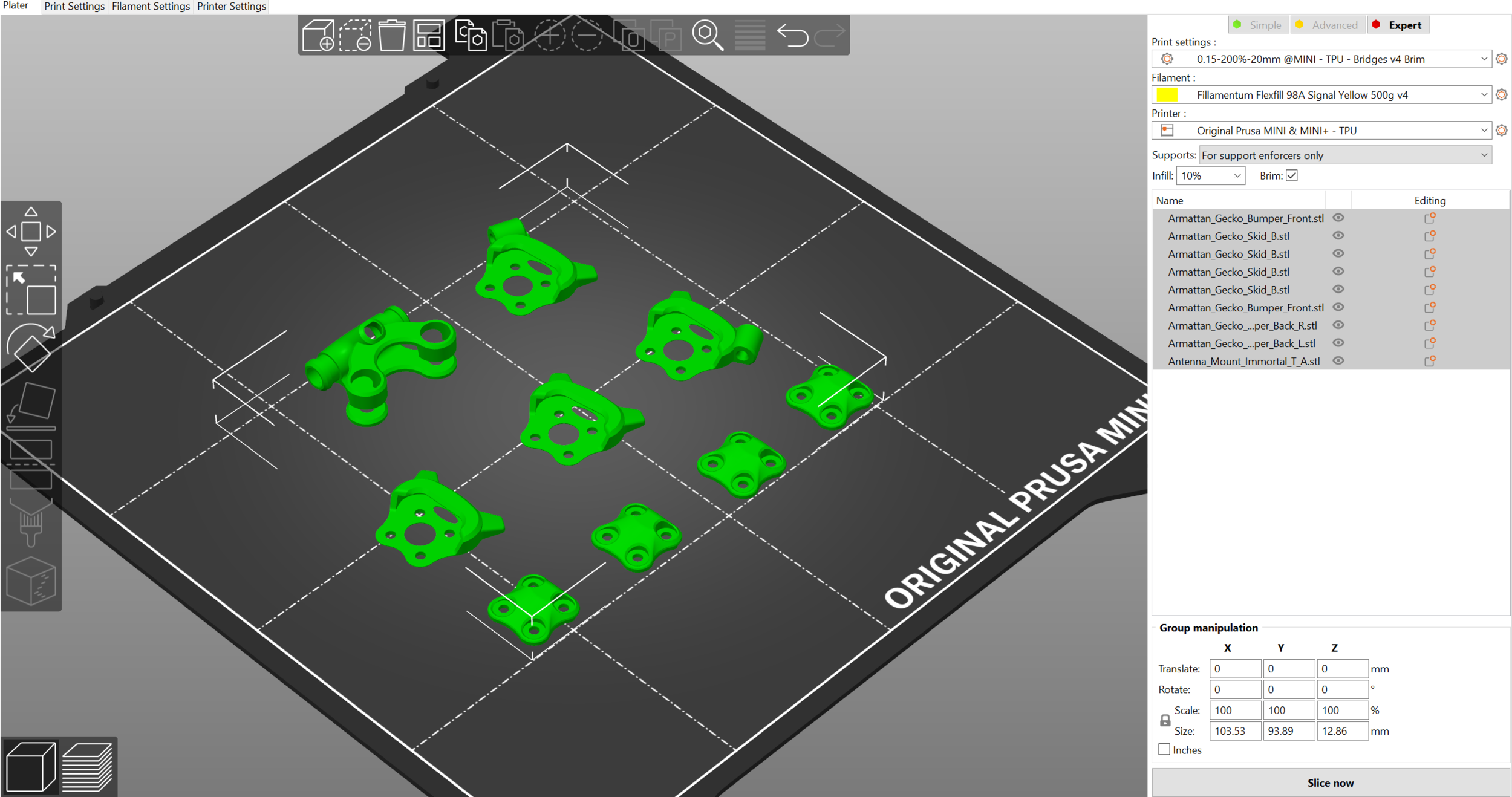
Here’s the plating (ignore the print label, it’s actually 0.10-200%):
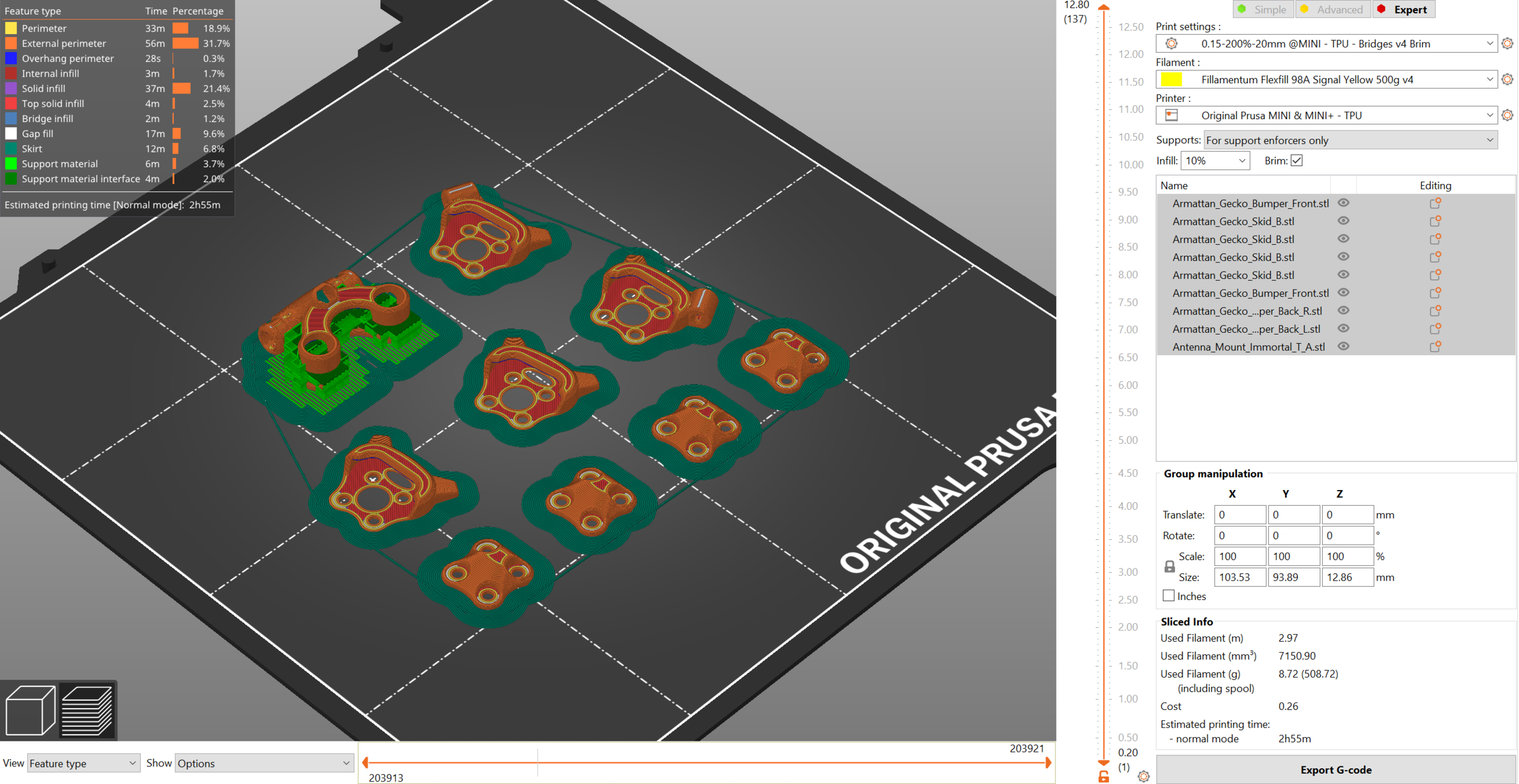
And here is the slicing. Note the only part that needed supports are the inside of the complex shape (the Crossfire Immortal T holder) with overhangs.
TPU Small Parts, the Key Issues
Print dragging/catching and under extrusions. This was solved by doing a cold pull on the hotend. This really cleared up some under extrusion issues and since I’ve cold pulled out whatever junk is in the hotend, I still get stringing, but in seven tests since the cleaning, I’ve not had the hotend drag parts or under extrude.
Warping. This is the biggest issue facing this print. The thermal gradients were too strong and kept lifting the parts. The parts themselves had a very small bed footprint and also, didn’t have many layers to give enough resistance to thermal contraction.
So let’s talk about the biggest frustration and main issue…
TPU Warping
Yes, you can print a huge, I mean huge 0.35+mm first layer. Yes, I did do this and the parts did print, but they were ugly. The layer heights that heigh with the parts are so small means a very low fidelity print and a thick first layer. When the model itself, some of the feet were already modeled at ~1mm, a 0.35+mm first layer means you maybe have < 5 layer of material depending on subsequent layer heights.
The goals were to successfully print a 0.10 layer height with 200% (0.20mm first layer).
So let’s talk about warping. There’s tons of material out there, including a fascinating research article [link]. Basically, you have to reduce the thermal contraction from new layers from pulling old ones.
Techniques:
Make bed adhesion insane. This shouldn’t be necessary on a textured PEI sheet. I didn’t want to have a crutch on forcing the layers to adhere.
Keep the print “hot” with a heated bed. Problem is that flex filament if it’s sticking, my experience is that a hot bed will actually give enough softness to the lower layers to allow the much cooler upper layers to thermally contract it.
Cool the layers quickly. The theory here is that as the filament goes down, cool them rapidly so they have very minimal thermal contraction as they naturally cool.
Print a massive first layer. This is to give enough material that can resist the thermal contraction. Not ideal, defeats the fidelity of the small pieces.
Printing Small TPU Parts, the Final Results
During these series of trials (I did about 10-12 failed prints), I would change one setting and retry. Monitor the first layer, then check about 25% and 50% for edge lifting. For each experiment, I would note how much warping I was seeing at what stage of the print. I wanted the least amount of warping the furthest into the print. That means my settings were having a positive effect. I was also checking for other side effects such as excessive stringing, blobbing on the parts, etc.
Note: Warping was happening about 50% into the 2h54m print. YOU NEED TO MONITOR the print at the first/second layers, then at the 30%-50% (hint: I need to get a streaming camera so I’m not pacing around the house). If there is warping, stop the print! A warping print will eventually catch the hotend and if the catch is hard enough, it will yank the small piece off the bed, melt on your hotend, drag other pieces, and you will get a blob.
The notable experiments I tried:
No Fan (failed)
No Heated Bed (failed)
Rewash the plate, center items with the theory of uneven bed, or uneven bed temps.
Fan on 40% (less failures). This combined with no heated bed gave the least warping, but it still warped.
Brim (success!)
Everything I tried, I could not prevent warping till I added the brim, but the brim itself isn’t necessarily the full solution. Thermal contraction, at least for the Fillamentum 98A, seems to respond well to an unheated textured PEI bed, fan on 40%, and brim.
For clarity, the fan setting is arbitrary, the goal for the fan is to reduce the extruded layers cool enough to not thermally contract. In the new layers you can’t avoid the thermal contraction as the layers are being put down, so 100% fan speed seemed unnecessary. The brim was the added step to give enough resistance to whatever remaining thermal stress that may occur on the piece.
TPU Parts, Conclusion
In the end, I didn’t want to force adhesion via glue, I didn’t want to just slap a ton of variations to the settings to “pin the tail on the donkey” approach. We know that thermal expansion causes warping and how to reduce that appears to be really related to the model, filament, and machine. I definitely know, Prusa’s provided filament settings for FlexFill are a good starting point, but they have never worked for me out of the box for any print.
Also, there isn’t one rule that fits all, in fact, the profiles I used to print these small parts may not be necessary for larger TPU parts, especially those that have sufficiently large first layers (yes, I’ve printed larger TPU parts with no issues). If anything, having a systematic approach to hypothesizing WHY the warping is occurring and WHAT you can to do counteract it, was the best learning experience. Also having a series of different profiles to match the type of print you’re attempting seems to be par for the course.
Just remember, there is NO one easy setting for all prints. Just like there may not be a universal sliced solution that works for all printers. YMMV.